

用炉温曲线测试仪的目的就是为了解决炉温的实际温度状况,有效实施补救,改善产品质量的保证。按工艺质量要求应定期检查,了解波峰焊温度测试技术员所测试温度曲线中应标识出以下数据:
a.焊点面标准预热温度的时间和浸锡前预热温度;
b.焊点面高过波温度;
c.焊点面焊接时间;
d.焊点面浸锡时间;
e.焊接后冷却温度的下降斜率
1.波峰焊预热温度:
A.“预热温度“般设定在90-130度,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则易出现焊后残留多、易产生锡珠、拉锡等现象。
B、影响预热温度的有以下几个因素,即:PCB板的厚度、走板速度、预热区长度等。
B1、PCB的厚度,关系到PCB受热时吸热及热传导的这样系列的问题,如果PCB较薄时,则容易受热并使PCB“零件面”较快升温,如果有不耐热冲击的部件,则应适当调低预热温度;如果PCB较厚,“焊接面”吸热后,并不会迅速传导给“零件面”,此类板能经过较高预热温度。
B2、走板速度:般情况下,建议把走板速度定在1.1-1.2米/分钟这样个速度,但这不是对值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高。
B3、预热区长度:预热区的长度影响预热温度,在调试不同的波峰焊机时,应考虑到这点对预热的影响;预热区较长时,温度可调的较接近想要得到的板面实际温度;如果预热区较短,则应相应的提高其预定温度。
2.波峰焊锡炉温度:以使用63/37的锡条为例,般来讲此时的锡液温度应调在245255度为合适,尽量不要在超过260度,因为新的锡液在260度以上的温度时将会加快其氧化物的产生量,有图如下表示锡液温度与锡渣产生量的关系:c. 传送带速度:根据不同的波峰焊机和待焊接PCB的情况设定(般为0.8-1.92m/min)
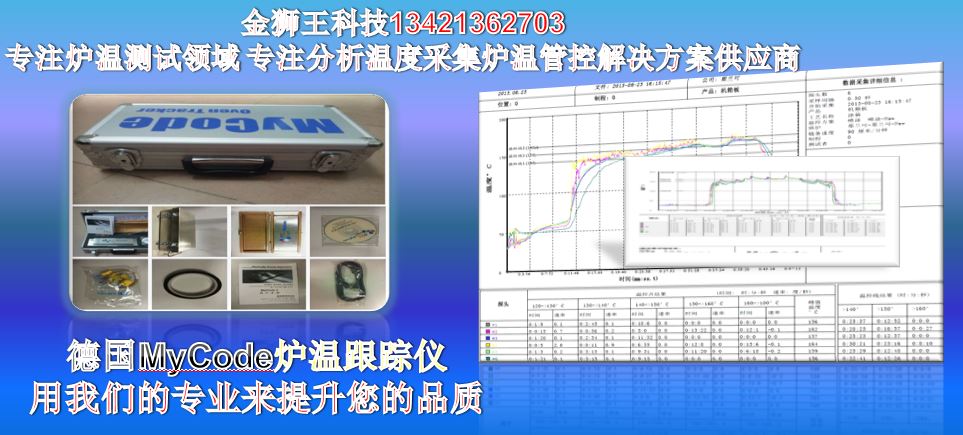
参考炉温曲线图如下